
Максимальные габариты изделий: 500х500х400мм.
Цвет изделий: окрашивание в массе согласно каталогу RAL или конечное поверхностное окрашивание.
Максимальная масса изделий: до 2,5 кг.
Тип поверхности изделий: матовая, глянцевая, мелкий или крупный песок.
Точность получаемых изделий: +/- IT 14/2
Стойкость оснастки: от 10 до 50 циклов в зависимости от геометрии изделия.
Материалы, используемые для получения изделий – двухкомпонентные смолы, различные по физико-механическим свойствам и близкие к свойствам конструкционных термопластов (АБС, ПА, ПЭ, ПП, ПК и т.д.), а также резины с различными показателями твердости.
Мы уже изготавливали:
- корпуса для РЭА , нестандартные корпуса для медицинского оборудования
- макетные обзорные образцы для различного вида испытаний
- комплектующие и запасные части для оборудования
- сувенирную продукцию






Мастер-модель - это физический прототип изделия. Необходим для получения формы для литья, а в дальнейшем для изготовления партии. Создание мастер-модели, точно повторяющей готовую продукцию, — гарантия получить качественный продукт на выходе.
С помощью мастер-модели возможно увидеть недостатки изделия до запуска его в серийное производство, выбрать наилучший вариант дизайна будущей продукции и внести необходимые изменения и корректировки в конструкцию.
Мы создаем мастер-модели любых размеров и сложности с помощью метода объемной печати на промышленных 3D – принтерах. Время получения готовой модели может варьироваться от нескольких минут и до нескольких дней.


На втором этапе мастер-модель проходит обработку лицевых и внутренних поверхностей. На лицевой поверхности создается фактура, согласованная с заказчиком или указанная в техническом задании.
Для получения различных видов поверхностей, модель неоднократно шлифуется, грунтуется, окрашивается и, при необходимости, полируется. Например, для получения гладкой поверхности даже фотополимерные образцы, отпечатанные с высоким разрешением и точностью, необходимо дорабатывать.
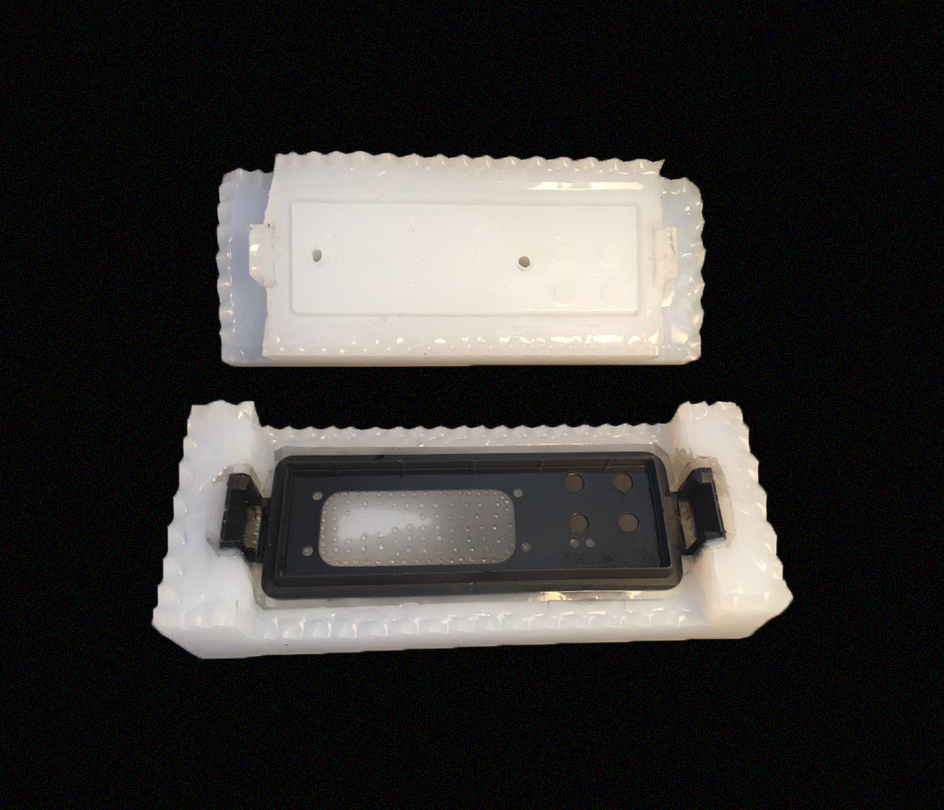
Следующий этап - снятие силиконовой формы. На внешний облик изделия в первую очередь влияет точность созданной формы. Для ее снятия модель крепится в опалубку и заливается силикон. Предварительно силиконовая резина смешивается с отвердителем и проходит процесс дегазации в вакууме. Для изготовления форм используют двухкомпонентную силиконовую резину аддитивной сшивки. Гибкая форма полностью повторяет размер и фактуру поверхности изделий благодаря уникальным свойствам силикона.
Мастер –модель извлекают из формы после застывания силиконовой смеси.
Форма из силикона готова.


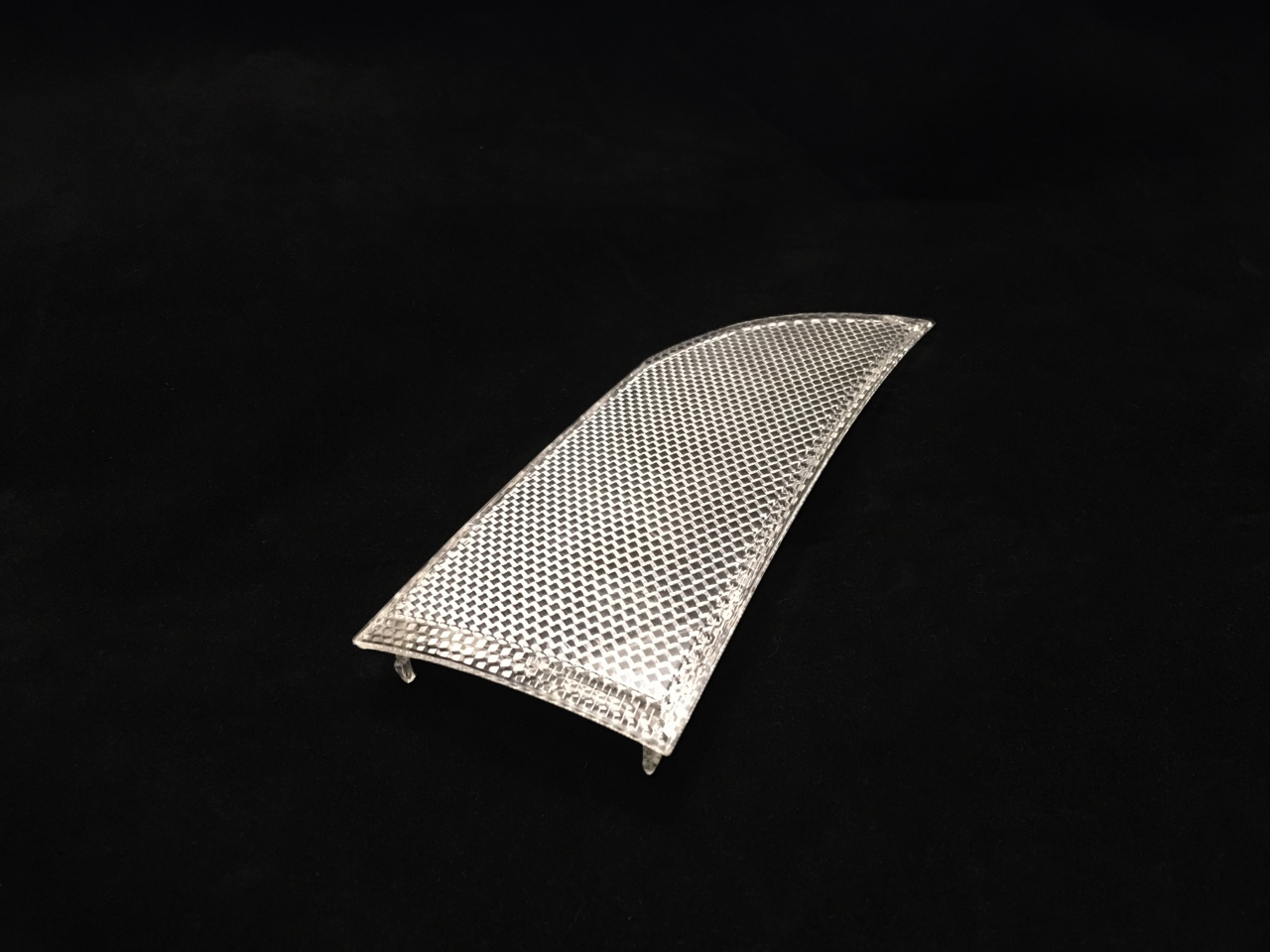
Заключительный этап - создание изделий с помощью заливки материала в силиконовую форму. Для изготовления можно подобрать материал под необходимые характеристики будущего изделия. Цвет будущих изделий подбирается по каталогу RAL. Одну и ту же силиконовую форму используют для 10-50 циклов отливки, исходя от сложности детали и применяемого материала.
Материал - двухкомпонентная полиуретановая смола. Состав заливается в силиконовую форму под давлением или вакуумом, затем ее помещают в термошкаф для ускорения процесса полимеризации. Время полимеризации – от 10 минут до 15 часов.
В соответствии с требуемыми характеристиками готовое изделие может быть эластичным или твердым, глянцевым или матовым, окрашенным или прозрачным.